广东顶创-epp制品成型工艺
EPP制品加工前,我们先了解一下一些特性,从而有助于我们更快的掌握epp制品成型工艺。
1、EPP材料加工前的原料一般为黑色、粉红色或白色的颗粒状,直径大小一般在φ2~7 mm之间。EPP应用于产品包装、餐具制品等。
2、EPP泡沫材质的产品比重轻、弹性好、抗震抗压、变形恢复率高、吸收性能好,还能耐酸、耐碱、耐化学溶剂,同时也能做到不吸水、绝缘。可循环使用且性能几乎不会降低,是一种环境友好型泡沫塑料。
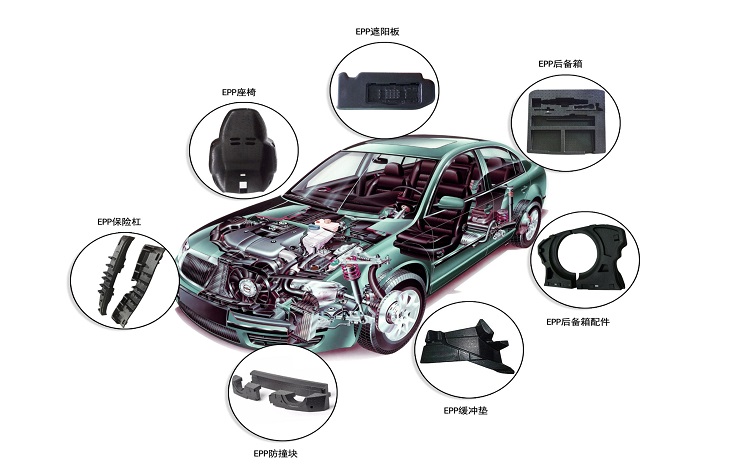
3、良好的抗震抗压性能也使汽车领域对其青睐有加,在某款新材料车型中,EPP材质的部件更是给人许多展望和惊喜!

目前,不论是什么成型产品,何种用途,基本用到的聚丙烯发泡材料包括聚丙烯发泡片材和由聚丙烯发泡珠粒料制成,我们以汽车零部件为例说一说!
PP发泡材料的加工技术
聚丙烯发泡片材主要用作汽车顶棚、发动机舱的内衬隔音材料及备胎舱盖等。片材的规格一般为1.5~6mm,密度为60~150kg/m3,制品宽度1000~1500mm。
EPP泡沫颗粒可被加工成各种不同的形状,EPP制品的加工过程主要包括:材料载压(保压),泡沫成型,泡沫烘干定型,检验,包装等。
需要特别指出的是,在加工EPP之前,需要通过载压来增强原料颗粒内部的压力,以生产出密度较低的模制件。因为经载压后的原料可以实现各种不同密度模制件的生产。
此外,载压还能使模制件在脱模后的收缩幅度下降,表面效果更好。
具体而言,载压是通过气体穿透颗粒的外壁而实现的,在此过程中,可以通过改变时间、压力、温度等参数来对载压进行调节。经载压过程后,成型产品的密度即被降低。

具体操作步骤和工艺流程图如下:
1、合模:对模具进行预热,使模具的表面温度达到PP的熔点;
2、进料:使原料通过料枪进入模具。
3、分三步将蒸汽通入模具中:
(1)蒸汽冲刷:蒸汽从上至下冲刷,以将空气排出蒸汽室,冷凝水流出。在此过程中,打开上方的蒸汽进汽阀和下方的冷凝水排放阀。
(2)横向蒸汽:使蒸汽从蒸汽室的一边横扫向原料,穿透原料后到达另一边。此时关闭一边的冷凝水阀,打开蒸汽进汽阀。
同时,使相对面的蒸汽进汽阀关闭,冷凝水阀打开,以使蒸汽从相反的方向喷出。如果模具内有薄的法兰,则蒸汽最好是从法兰周围穿过,以使夹在法兰里面的原料也可以得到蒸融。
(3)压力保持:横向通蒸汽后,需要经过压力保持或双面蒸融过程。在此过程中,打开蒸汽进汽阀,关闭冷凝水排放阀,使压力逐渐达到峰值。
4、冷却:在通入蒸汽后,模具内部的温度一般会达到140℃。为了确保产品的顺利脱模,必须使模温下降至70℃。
5、脱模:随着内部压力的解除以及温度降低到许可的脱模温度,即可进行脱模操作。